Trong gia công cơ khí, S45C và S50C là hai mác thép carbon trung bình “quốc dân” vì dễ mua – dễ gia công – dễ nhiệt luyện – ứng dụng rất rộng. Nhưng nếu hỏi mác nào được dùng phổ biến hơn, thì câu trả lời thực tế ở xưởng thường là: S45C được sử dụng rộng rãi hơn S50C nhờ cân bằng tốt giữa độ bền – độ dẻo – khả năng gia công và chi phí. Còn S50C thường được chọn khi cần độ cứng/độ bền nhỉnh hơn, chấp nhận gia công “nặng” hơn một chút.
Xem thêm có thể bạn quan tâm:
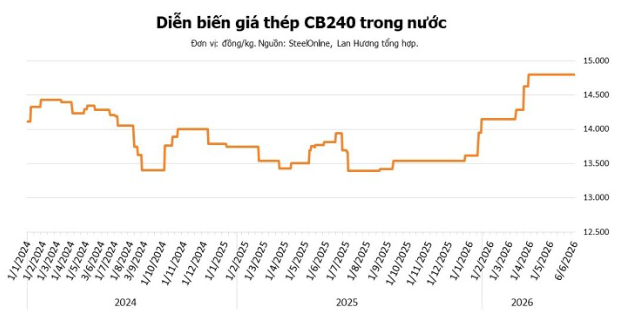
- Triển vọng ngành thép ra sao trong năm 2026?
- Đặc điểm & Ứng dụng Thép Tấm SS400 trong xây dựng và cơ khí
- Mác thép tấm P20 là gì? Ứng dụng và đặc tính kỹ thuật chi tiết
- Dịch vụ Gia công ASACO VINA – Giải pháp cơ khí chính xác
- Nhôm Tấm A7075 – Ứng Dụng Thực Tế Trong Công Nghiệp & Gia Công Chính Xác
- Vì Sao Nên Chọn Thép Làm Khuôn Tại ASACOVINA?
- Ứng Dụng Thép Tròn SKD61 Trong Công Nghiệp Khuôn Mẫu & Cơ Khí Chính Xác
- Thép P20 – Đặc Điểm, Ưu Điểm và Ứng Dụng Trong Ngành Khuôn Mẫu
Tổng quan nhanh: S45C và S50C là gì?
- S45C: thép carbon trung bình, hàm lượng carbon khoảng ~0.45% → cân bằng giữa độ bền và độ dẻo, gia công thuận lợi.
- S50C: thép carbon trung bình cao hơn, carbon khoảng ~0.50% → tiềm năng độ cứng và độ bền cao hơn, nhưng gia công và hàn thường “khó chịu” hơn S45C.
Cả hai đều là dòng thép dùng cực nhiều cho trục, bánh răng, chốt, bạc, con lăn, chi tiết máy… trong cơ khí chế tạo.
Vì sao S45C phổ biến hơn trong cơ khí?
Cân bằng “dễ làm – bền đủ dùng”
S45C đáp ứng tốt đa số nhu cầu: chi tiết chịu lực vừa đến khá, cần độ bền ổn nhưng vẫn muốn tiện/phay/khoan nhanh, ít phá dao.
Chi phí và nguồn hàng ổn định
Trong thị trường vật tư cơ khí, S45C thường có tính sẵn hàng cao, nhiều quy cách tròn/láp/tấm.
Nhiệt luyện linh hoạt
S45C dễ áp dụng các phương án như tôi – ram hoặc tôi bề mặt (cao tần) cho trục, chốt… để đạt độ cứng bề mặt tốt mà lõi vẫn dẻo.
Khi nào nên chọn S50C thay vì S45C?

Chọn S50C khi bạn cần:
- độ bền/độ cứng cao hơn (nhỉnh hơn S45C),
- chi tiết làm việc mài mòn nhiều hơn, tải cao hơn,
- ưu tiên “cứng – chịu tải” hơn “dễ gia công”.
Ví dụ hay gặp:
- trục chịu tải lớn, chốt chịu lực cao, chi tiết cần tôi – ram để tăng cơ tính,
- một số chi tiết dạng khuôn/đồ gá cần độ cứng cao hơn mức cơ bản của S45C (tùy thiết kế).
Bảng so sánh nhanh (dễ hiểu tại xưởng)
- Độ cứng/độ bền tiềm năng: S50C > S45C
- Dễ gia công, ổn định khi tiện/phay: S45C > S50C
- Tính phổ biến/ứng dụng đại trà: S45C > S50C
- Khi cần chịu mài mòn hơn: ưu tiên S50C (kèm nhiệt luyện phù hợp)
Ứng dụng thực tế trong ngành cơ khí
S45C thường dùng cho:
- Trục truyền động, trục bậc
- Bánh răng vừa
- Chốt, ty, trục lăn
- Bulong/ốc đặc biệt
- Đồ gá, chi tiết máy phổ thông
S50C thường dùng cho:
- Trục chịu tải cao hơn
- Chi tiết chịu mài mòn hơn
- Các chi tiết yêu cầu cơ tính sau nhiệt luyện cao hơn mức S45C
Mác nào “được sử dụng rộng rãi” hơn?
S45C là mác thép phổ biến và được dùng rộng rãi hơn trong ngành cơ khí nhờ tính cân bằng và dễ sản xuất/gia công.
S50C là lựa chọn “nâng cấp” khi bạn cần cơ tính cao hơn và có điều kiện gia công – nhiệt luyện phù hợp.
Mua thép S45C/S50C ở đâu uy tín?
Nếu bạn cần thép tròn/thép tấm S45C, S50C cắt theo quy cách, tư vấn chọn mác theo ứng dụng (trục – chốt – bánh răng – đồ gá…), bạn có thể liên hệ ASACO VINA để được báo giá nhanh và hỗ trợ kỹ thuật.
FAQ – Câu hỏi thường gặp
S45C có thay được S50C không?
Nhiều trường hợp có, nếu tải không quá cao và bạn tối ưu bằng nhiệt luyện/tôi bề mặt. Nhưng nếu bản vẽ yêu cầu cơ tính cao, vẫn nên theo đúng thiết kế.
Gia công S50C có khó hơn S45C nhiều không?
Thường nặng dao hơn, dễ phát sinh vấn đề nếu quy trình/dao cụ không phù hợp. Với xưởng ưu tiên tốc độ và ổn định, S45C “dễ thở” hơn.
Chi tiết cần độ cứng bề mặt: chọn S45C hay S50C?
Cả hai đều làm được, nhưng thực tế S45C + tôi cao tần rất phổ biến cho trục/chốt vì tối ưu chi phí và độ ổn định.
TRỤ SỞ CHÍNH ASACO VINA
897/12 Đường ĐT 743A, Khu Phố Ngãi Thắng, Phường Đông Hòa, Thành Phố HCM, Việt Nam
Điện thoại: 0937 976 686
Email: asacovina@gmail.com
Hoặc điền form chúng tôi sẽ liên hệ ngay sau khi nhận được thông tin từ quý khách.